Mechanical extraction processes are suitable for both small- and large-capacity operations. The three basic steps in these processes are (a) kernel pre-treatment, (b) screw-pressing, and (c) oil clarification.
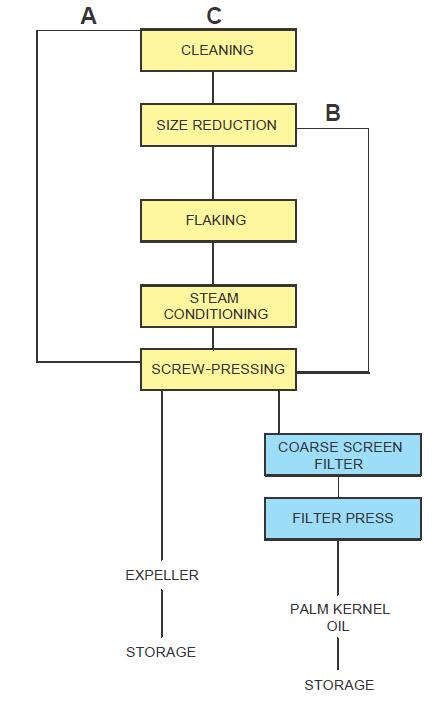
Line (A) is for direct screw-pressing without kernel pre-treatment; Line (B) is for partial kernel pre-treatment followed by screw-pressing; and Line C is for complete pre-treatment followed by screw-pressing.
Kernel pre-treatment
Proper kernel pre-treatment is necessary to efficiently extract the oil from the kernels. The feed kernels must first be cleaned of foreign materials that may cause damage to the screw-presses, increasing maintenance costs and down time, and contamination of products. Magnetic separators commonly are installed to remove metal debris, while vibrating screens are used to sieve sand, stones or other undesirable materials.
Aswinging hammer grinder, breaker rolls or a combination of both then breaks the kernels into small fragments. This process increases the surface area of the kernels, thus facilitating flaking. The kernel fragments subsequently are subjected to flaking in a roller mill. A large roller mill can consist of up to five rollers mounted vertically above one another, each revolving at 200-300 rpm. The thickness of kernel cakes is progressively reduced as it travels from the top roller to the bottom. This progressive rolling initiates rupturing of cell walls. The flakes that leave the bottom nip are from 0.25 to 0.4 mm thick.
The kernel flakes are then conveyed to a stack cooker for steam conditioning, the purpose of which is to:
• adjust the moisture content of the meal to an optimum level;
• rupture cell walls (initiated by rolling);
• reduce viscosity of oil;
• coagulate the protein in the meal to facilitate separation of the oil from protein materials.
The meal flows from the top compartment down to the fifth compartment in series. At each stage a mechanical stirrer agitates the meal. Steam trays heat the cookers, and live steam may be injected into each compartment when necessary. The important variables are temperature, retention time and moisture content. In the palm kernel, the meals are normally cooked to a moisture content of 3 percent at 104-110°C.
Screw-pressing
The properly cooked meal is then fed to the screw-press, which consists of an interrupted helical thread (worm) which revolves within a stationary perforated cylinder called the cage or barrel. The meal is forced through the barrel by the action of the revolving worms. The volume axially displaced by the worm diminishes from the feeding end to the discharge end, thus compressing the meal as it passes through the barrel.
The expelled oil drains through the perforation of the lining bars of the barrel, while the deoiled cake is discharged through an annular orifice. In order to prevent extreme temperatures that could damage the oil and cake quality, the worm-shaft is always cooled with circulating water while the barrel is cooled externally by recycling some cooled oil.
Oil clarification
The expelled oil invariably contains a certain quantity of ‘fines and foots’ that need to be removed. The oil from the presses is drained to a reservoir. It is then either pumped to a decanter or revolving coarse screen to remove a large part of the solid impurities. The oil is then pumped to a filter press to remove the remaining solids and fines in order to produce clear oil prior to storage. The cakes discharged from the presses are conveyed for bagging or bulk storage.
As can be seen from Diagram, not all crushers use the same procedure for mechanical extraction of palm kernel oil. There are three variations: direct screw-pressing, partial pre-treatment, and complete pre-treatment.
Direct screw-pressing
Some mills crush the palm kernels directly in the presses without any pre-treatment. Double pressing usually is required to ensure efficient oil extraction. The screw-presses used normally are less than 10 tonnes per unit per day.
Partial pre-treatment
The kernels are first broken down to smaller fragments by grinding prior to screw-pressing. In some cases, cooking is also carried out.
Complete pre-treatment
The full pre-treatment processes described earlier are carried out prior to screw-pressing. Plants with larger capacities (50-500 tonnes per day) choose complete pre-treatment and the equipment is usually imported from Europe. FATECO and Faith Engineering now offer the complete line for small-scale operators.